-
��ϸ��Ϣ
�ͺŷ��ࣿ
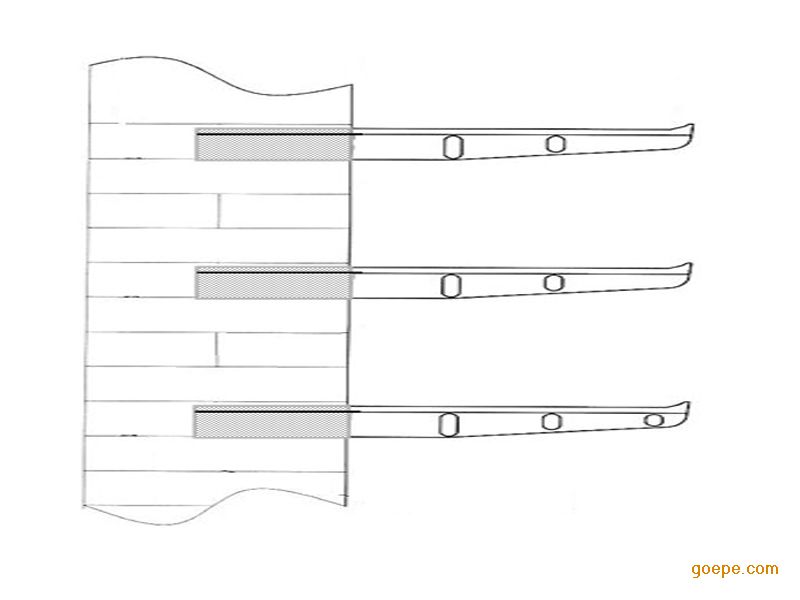
Ԥ��ʽ����֧��ͼƬ��

Ԥ��ʽ����֧�ܰ�װͼƬ��
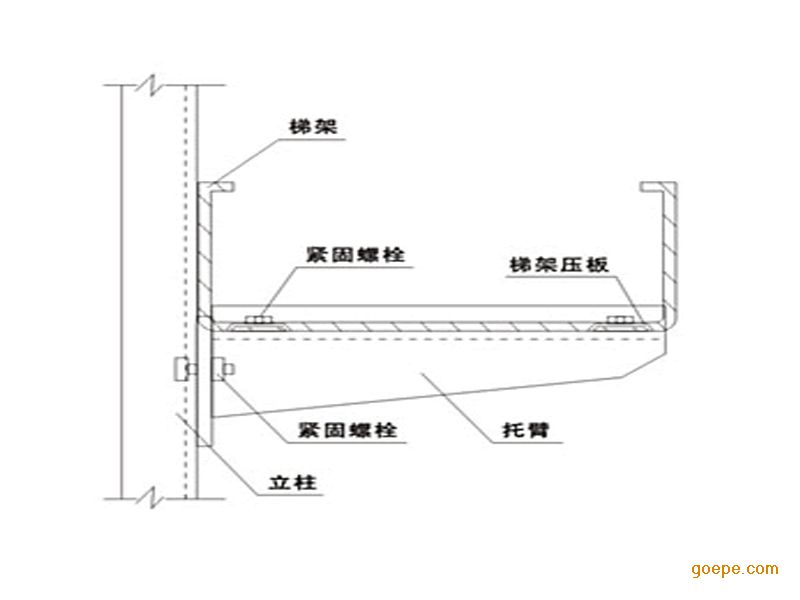
�ݶ�ʽ����֧��ͼƬ��

�ݶ�ʽ����֧�ܰ�װͼƬ��
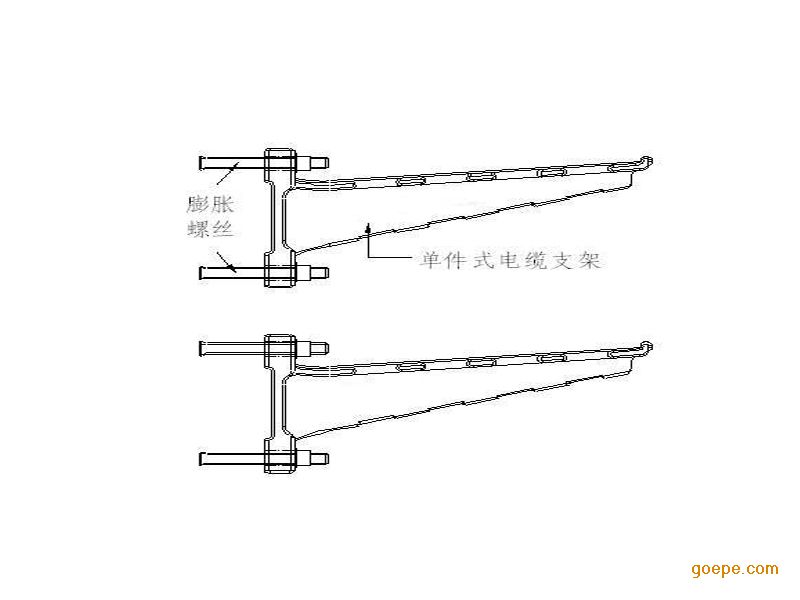
���ʽ����֧��ͼƬ��

���ʽ����֧�ܰ�װͼƬ��
�����ֵ���֧��ȱ�ݣ�ȱ�ݽ������������ȱ�ݡ�ԭ�������(�ο��� �������� ����ԭ�� ������� ��䲻��(Mold not Ftilled) ģ����δ���� ������������ ������װ��������ֱ����������ģ��Ϊֹ ��Check����Ʒ�ı��� ģ�¹��ߣ�SMC������ģ������ǰӲ�� ��ģ�� ��ģʱ�����,SMC������ģ������ǰӲ�� �����̺�ģʱ�� ���ϵ�Gel? time̫�� ��ı�Ӳ��ϵͳ������Gel? time ģѹ���� ������ģѹ ���������С ��Ӵ�������� ���Ϸ�ʽ���ѻ���ʹ������������������������ ����ư��ϵķ�ʽ����ʹ��δ���ڵ����� �����ֵ���֧��ģ����������δ���� ���ܷ���ԭ�� ���ƶԲ� ����������� ��������������ֱ����������ģ�� ��ģǰ����ɢ�� �����ϰڷ�λ��Ҫ��ע������Ϸ���Щ ���бߣ�Sheal? Adge)��϶̫��ʹ���Ϸ���ɢ������ ���ú��ӻ�Ƹ��������ټ��б�϶ �����ֵ���֧��ģ�����������а��㷢�� ������������ �������������� ��������ģ���ݳ� �����°��Ű��Ϸ�ʽ�����������֮ȱ�㡣��ʹ����������ʱ���ɽ�����Ʒ��֮�������� ��ǿ��(Rib)��˨(Boss)�����п���������ģѹʱ�������ݳ� ���ʵ�����������ʹ�����ų�������������أ�����ѹ���������а��� �����ֵ���֧������(Blister) Ӳ����ı�����ְ�Բ״�� SMC�����м����ϲ����ڵĿ��������� ������ѹ��ȥ�����ϼ����ϼ�Ŀ��� ����ٰ��������ı���Ϸ�ʽʹ���������ݳ� �����������ܲʹ������������֮�������ݳ� ��������ϵ��䷽��ʹ�������ϼ� ���������������Ӱ��� ���б߷Ŵ� ���ú��ӻ�Ƹ��������ټ��м�϶ ģ��̫�ߣ�ʹ�ñ���ϩ���������ӷ� ��ģ�� Ӳ��ʱ��̫��,����Ӳ������ȫ,��ɵ��������ӷ� ������ģѹʱ���ģ�� ��ģ�ٶ�̫�� �ͺ�ģ�ٶ� �������ճ��̫��,���Ŀ������ݳ� ���������ʱ����䷽������ճ��Ũ�� ʹ�ò����IJ�����ά��ɺ������� ��SMC��״��ճ�� ������SMC������ѹ������(Compaction) ��Ļ������ϼ�֮��ά ���ⲿ��Ӳ�������ϳ�Բ���� �ں��ڴ�������ѹ����ɲ��֮���� ����ٰ������ʹ���㲣����ά�Ǻ��Խϼ� ��ģ�� �����������֮��,������ǿ�ȼ���(������ά��������) �������Ӱ������������������ �����ֵ���֧�ܱ������� �������̫��,��������̫��,�������ݳ� ����ٰ���������С��������ڽϴ� �������֮�� �����в�����ά�Ͻ����� �ͳ��ڸ�״���ճ�� ������SMC������ѹ������ ��ı�Ͻ��ϼѵ���ά �����ֵ���֧�ܲ������� ����ԭ�� ������� �������� ģѹʱ���Ƚ��������� ��ģ�� ���䷽�ж��Щ���Ƽ� SMC�������ճ��̫�� ����������ʱ��������ڽϸ��´������� ����� ���䷽��������ճ���� ģѹ̫�� ������ģѹ �����䷽��Ӳ����п�������� ���䷽��֮Ӳ����п���� SMC���ϸɵ�(����ϩ����ӷ���) ��SMC���Ͼ��ɷ�ֹ����ϩ����ӷ����ܽ�Ĥ��װ ����ģѹǰ��Ҫ��̫������� ����(Burning) ģѹ��δ��ȫ����֮���а���ɫ����̱��� ����/����ϩ������������δ��������,��ѹ���������������Ż��ս�����Ʒ ��ѡ���ް���(trap)����,����ʱ�����߿���֮���� ����Ʒ����״���ʵ� �� ��ģ�ٶ�̫�� �ͺ�ģ�ٶ� ���Ϸ�ʽ���� ��ı���Ϸ�ʽʹģѹʱ,���������ݳ� ���Ͳ���,��ģ���� ����Ʒ����ȡ���������ɴ�����ճ��ģ���ϱ����а���̺�? ģ�¹��� ������ģ�� Ӳ������̫�� ������Ӳ��ʱ�� ����ϩ����ӷ�,��ɲ���Ӳ������ȫ ��ֱ��ʹ��ʱ,����SMC�����ܷ��ڱ�Ĥ�� ����ģ��̫�� ���䷽����������ģ���� ��ģ��ʱ��δʹ����ʹģ�߲��ܿ� ���ڳ�����ģѹʱ,Ϳ���ⲿ��ģ�� ģ�߱��治�� �����ģ���� �������̫��,��������̫С,��ʹ�������ݳ��������Ŀ����ӻ�Ӳ����Ӧ ����ٰ������,���ڽϴ������������С���� ����ȷ�Ķ���ϵͳ ����ˮƽ��������,�ڼ�ǿ��(Rib) ��������������Է�ֹ��ס ģ���е���(Undercut) �� SMC���������� ��ʹ�ò�ͬ�����ȼ������� �����ֵ���֧���Ѻ�(Crack) Ӳ������ѹ����� �������ճ�ȹ���,����ʱ,��֬�벣����ά���� �������������ճ�� ���ں��ǿ��,Ӳ������̫��,˨(boss)������ǿ������������ѹ������ɵ���俪�� ����ٰ������ʹ������ά���Ǻ� ��ģ�� �ں���Ӳ�������¶ȷ��ȵ߷� ����������Լ����ں� ���ɻ�еҪ������� ���ݵ�ճ�ţ�������Ͳ��� �� ��ģ̫�� �Ϳ�ģ�ٶ� �����ҵ��������� ����ڶ����弰������ϵͳ ��������Ŀ���㣬ͨ��λ���ڱ��� �������Ѵ���װ������ ���ݲ���ȫӲ��������̫�������������� ������ģ�� ����(Warpage) ����Ʒ������ ����Ӳ������ȴʱ�����������������ȶ����� ���䷽ʹ�õ�������������֬ �����ģ�ߵ��¶Ȳ� ���鶥��ϵͳ����ȷ���� ����Ʒ�������� �������Ϲ��ȵ�����,��ɲ�����ά�Ķ�������(orientation) �����Ӱ���������������������ʹ�õ���������������֬ ��ӡ(Sink mark) ģѹʱ�����ȵ����� ��ʹ�õ�������������֬ ������ѹ��,�����ж���ά�ij���,�ı�ģ�� ���,���İ�λ��,���ټ��б�϶ ����Ʒ�ĺ�Ⱥͼ�ǿ����,����ı������ʵ� ��������ʵ��ı��� ���α���(wavy surface) �� ����Ʒ����״���ʵ��������,������������ �ڴ�������������ȫ�����Ľ�����: ������ģѹ ��ı�ģ�ߵ���� ��ı����λ�� ��������̫��(���ϲ�������ģ��,��ģʱ���ܲ�����ѹ(podditive pressure)�������������� �����Ӱ��� ��С�İڷ�����,�����ͺ�ģ�ٶ� ����Ʒ������̫�� ��ʹ�õ��������������� �����ֵ���֧�ܹ�����,������ ���� ������̫��(������) �� ����ϩ���������� ��ı��䷽,ʹ����ϩ������ �������������� ��ı��䷽�е���������ʹ���� ���� ������������,ʹ�����ϲ����ܵ���ֵ�ѹ�� �����Ӱ��ϵ����� ����ѹ������ �����ѹ�����ʵ�ģѹ Ӳ������ ������ģ��,�ӳ�Ӳ��ʱ�� ģ��̫��,Ӳ��ʱ��̫�� ģ�� ģ�߱��澵�治�� �� ģ��Ƹ�̫�� ��Ƹ�������20um-30um ģ���²�̫�� �����ģ���²���0±2������ ��ɫ������ ��Ҫԭ�������ϵķ��� ���ܷ���֮ԭ�� ���ƶԲ� ���ϵı���̫С �����������֮ɫ�� ����ǰ���ϼ����� �����SMC���ڵ���ճ ������SMC����֮���ճ�� ��������ʱ���Ϸ��� ������SMC����֮���ճ�� ��ӿ��ģ�ٶ�
�����ֵ���֧���������գ�
�ֺ�����
��������
ģѹ����
�Ǹ�֧��ȱ�㣺
1������������������ò�������Լռ���������50%���ϣ�
2���ڵ�����������������ҵ�����곱ʪ���غ������ȳ��϶��ӻ���������ʹ�����ޣ�
3���������ܸ�ʴ�����з����ἰ��п���������������⣬ʹ�������ͣ�
4�����������ܺĴ���ࡢ���ڳ���
�����ֵ���֧�ܹ��������㷽����
(1)���¹������������ʰ����ͼʾ�ߴ���㣬��“m³’’Ϊ������λ��ֱ����µ��ڡ�������ʯ������������Ҫ���⣬���¸���Ϊ1��2 ��ʱÿ�����ڷ�����0. 45 ���㣬���¸���Ϊÿ��һ����ÿ�����ڷ�����0. 153 ���㣬��λΪm³��������㷽����
1)�������ڵĵ��¹���ϵ���Ͽڿ���600mm���¿ڿ���400mm�����900mm����ij�������������Ȱ��淶�ĵͱ�����
2)ÿ����һ�����£����������170mm��
3)����������ϵ���������Ȼ��ƺ���㣬����������900mm ʱ�����ڵ�������Ӧ���м��㡣
(2)�˹�����·�水ʵ��·�������“m2”���㡣
(3)�����ֵ��¹�֧����ɳ��ש���ǰ壬��������¸�����“m”���㡣
�����ֵ���֧�ܼ���������
�� ������
����ֱ��֧�ܴ���250kg.
������˨֧�ܴ���200���
������ָ��
��������60%��GB/T8927—88��
��������ǿ��
����140��GB1449��83.
��������ǿ��
����60��GB1444-83.
�����绡����
����180��GB1411-88��
������Ե����
����1.01013 GB1411-88��
�����ֵ���֧��������������
SMC�����������
�ü�
�豸��
�����ֵ���֧���������գ�
ʪ���Ӵ��ͺɷ���ѹ���͡�
�����ص����֣����ֺ����͡���ѹ���͡�RTM������������ģѹ���͡����Ƴ��͵ȡ��ֺ������ְ����ֺ�������ѹ�������䷨��ʪ����ѹ������ģ�ֺ�����
Ŀǰ������ʹ��*��ij��ͷ������������֡�
�ֺ�������Ҫʹ�ù�����Ų�����ձ���Ӣ��������ȡ�
�����ֺ���Ʒ�������ַ�������䷨����Ҫʹ�ù�������䡢������Ų���ȡ�
ģѹ������Ҫʹ�ù����е¹��ȡ�
RTM��(��֬����ģ��)����Ҫʹ�ù�����ŷ���������ձ���
���У���ά���Ƴ��ͷ����������ͷ�����ѹ����ͷ��ȵȡ�
�ҹ���90%���ϵ�FRP��Ʒ���ֺ��������ģ�������ģѹ�������Ʒ�����ѹ���ȡ��ձ����ֺ�����ռ50%������������������ֺ�����ռ�൱���أ�˵�����������������ֺ������ص�����ʪ̬��֬���ͣ��豸�������٣�һ���ܺ�10m���ϵ������Ʒ��ȱ���ǻ�е���̶ȵͣ��������ڳ����������ȶ���
���ϵ���֧��֧�ֳߴ磺
����֧�������ȴ���300MM��֧���������50MM��֧�����ߴ���50MM��
����֧��������С��300MM��֧���������40MM��֧�����ߴ���40MM��
����ֱ��ʽ֧����¶֧�������ȴ���300MM��ǽ���ڹ̶����������240MM��
����ֱ��ʽ֧����¶֧��������250—300MM��ǽ���ڹ̶����������180MM��
����ֱ��ʽ֧����¶֧��������С��250MM��ǽ���ڹ̶����������120MM��
���ϵ���֧�ܼ���������
�����ȼ�B1��
����ǿ��≥150��
��������ģ��≥10×103��
ѹ��ǿ��≥70��
�����(kJ/m2)≥55��
��ˮ��(%)С��0.2��
�ȱ����¶�(��)>200��
�ܶ�(g/cm3)<2��
��ά����≥15%
��Ե����≥1.0*1012ω��
���¸���֧�ܵIJ�����ָ�꣺
�Ǹֵ���֧����������
���̵��¾�Ե֧�ܶ�п�Ǹ�֧�ܡ�
�ܶ�(g/cm3)1.807.85��
����Ϊ16790��
��ʴ��(80°/100h)0.0120.023
��Եǿ��(kv/mm)14.0���硣
��ȼ����FH-1-
��ˮ��(%)0.11-
��ʴ��������Σ���ʴ�������⡣
��Ե��Ե���硣
��еǿ�ȶ�������2.5kN����1.0cm��������2.5kN����1.2cm��
����Ӧ��0.5kN��ˮƽƫ��7cm��ˮƽƫ��7cm��
�����ᡣ
����ЧӦ(���)����ġ�
���칤�����ף�����࣬���ڳ���
�����⻤�β�������������
ԭ�ϼ۸��������Դ�ḻ���۸��ֽ��ڡ�
��ά��5-7��һ�Ρ�
��װ�����Ѷȶ̣���װʱ�䳤����װ���ѡ�
����Ϊ30��10�ꡣ
���¸���֧�ܵIJ�����ָ�ꡣ
���ϵ���֧�ܲ�Ʒ���ܣ�
��Ʒ����Ϊ�ۺ��︴�ϲ��ϣ�����֬��������ά��������ɡ����ص��Dz������ܺͲ�Ʒ�ṹ�����û�Ҫ��ͬʱ��ƣ���������Ͳ�Ʒ����ͬʱ���С�
�����ֵ���֧�ܴ������⣺
1�����ºͽ���������ɵĵ�����ռ��������50%���ϣ�
2��ʹ�û������ӣ��������������������ҵ�������ʪ���غ����غ������ȣ���������ʴ�������ἰ�ȶ�п���ղ��ɱ��⣬ʹ�������̣�
3;�����������Ĵ�����Դ�����ն࣬���ڳ�
�����ֵ���֧�ܰ�װע�����
1����װ�����У�������֧�ܰ�װ��ǽ�ϣ���ֹ�ɶ���
2:�Ͻ�վ��֧�ܻ�֧������ĵ����ϡ�
�����������ʱ���Ͻ��߿�������ֱ�ӷ���֧���ϡ�
3:ά��ʱ��Ӧ������֧������������ȡ��Ч��ʩ����֧���ϵIJ�������
�����ֵ���֧���ŵ㣺- ǿ�ȸߣ���ƺá�����֧�ܵIJ�����Ҫ��������ά��ǿ�ȹ������ݲ��ϣ�������ǿ���ã�Ҳ�кܺõ�ճ������
- ����ǿ�ȸߣ����Բ�����ά��֧���еĺ��������Ⱥͷ�����ʽ��֧�ܵ�ǿ�����ž����Ե����á�
- ������ָ�������۵��·����Ʒ��һ�ַdz���Ҫ�IJ��Է������ڵ��·����У���������ܼ��ĵط�Խ�࣬ȼ�յ�������Խ��һ����˵����Ʒ����ָ��Ϊ75%��������һҪ����֧������������е���ָ�����ﵽ70%���ϡ�����
- û����䡣֧����������ά��ǿ�ȹ��Ը��ϲ��ϵĸ��Էdz��á�
�����Ե�ͣ���Ե�������6G��
���������ͣ��������С��10G��
����5.��ʴ�ԡ�����֧����ʱ��Ҫ���������⣬���ɱ���ػᱩ¶�ڷ�������£���˵���֧�ܾ������õ���ʴ���Ƿdz���Ҫ�ġ�
����6.ʹ�÷��㡣֧����ʹ��ʱ����ֱ������ǽ�ڣ�ʩ���dz����㡣
�����ֵ����żܻ�ѧ�ɷ֣�
�����豸�ڵ�SF6����ֽ��������ڵ�ˮ�ַ�����ѧ��Ӧ������SF6����ֽ�����ˮ�ļ̷��Է�Ӧ
SF4+H2O→SOF2+2HF(�����)
SOF4+H2O→SO2F2+2�����)
SOF2+H2O→SO2+2HF(��������)
SO2F2+2H2O→H2SO4+2HF(��������豸�е�SF6����ͷֽ�������缫(Cu-W�Ͻ�)�ͽ�������(AL��Cu)������Ӧ�������ж������ȱ��
����֧�ܵİ�ȫʹ��Ӧ��ѭ����ԭ��:
���ڼ��
ȷ������
���ɼ���
���������ż�ƽ������ͼ���ֲ���Ӧ����ռ�ͼ���г����ϱ���
ȷ����װ��ʽ
ȷ�������Ŀ���
�����ֵ���֧���ͺŹ��۸����Ԥ��ʽ �ݶ�ʽ ���ʽ ��� ���� ���� ÿ�� ��� ���� ���� ÿ�� ��� ���� ���� ÿ�� Ԥ��365 6 0.65 40 250 5 0.36 50 200 6.6 0.34 58 ֱ��400 6.8 0.45 50 300 6 0.5 45 250 6.7 0.4 50 Ԥ��430 7 0.64 42 350 7 0.56 50 300 7 0.43 48 ֱ��450 6 0.5 30 400 8.4 0.6 45 350 8.8 0.54 42 ֱ��500 7.5 0.63 30 450 9 0.78 30 400 9 0.57 30 Ԥ��600 7.8 0.78 42 500 10 1.13 20 450 9 0.67 30 Ԥ��700 10 1.07 30 600 121 1.27 22 500 9 0.8 32 ֱ��420 8 0.8 25 750 7.5 2.1 10 550 9.8 1.3 32 Ԥ��490 9.9 0.94 25 850 19 2.3 10 600 13 1.32 28 Ԥ��540 9.9 0.94 30 350 6.5 0.5 45 700 15.5 0.9 28 Ԥ��670 13.7 1.64 16 ������ 8 0.41 60 375 9 0.65 30 Ԥ��590 12 1.33 20 ������ 8 0.46 50 425 9.9 0.7 24 Ԥ��450 9 0.77 36 ������ 8 0.41 60 �� �� ֱ��505 11 0.84 36 ��������
TLHZJ350A-�ݶ�350
TLHZJ500A-����500
TLHZJ600C-��������ͨ��
�����5mm��16Ԫ/�� ֱ��600 10 0.94 36 ��ǿ��
����6.5mm��19Ԫ/�� Ԥ��670 13 1.43 20 ���������� 36Ԫ/�� -
�����ܸ���Ȥ
-
��Ʒ����
�� ��